Accountability and Visibility Helps Ice Industries Accurately Track Inventory
Collecting accurate numbers through Mingo Smart Factory’s production monitoring system helped Ice Industries ensure accountability and make data driven decisions about their inventory and OEE in real time.
Before working with Mingo Smart Factory, Ice Industries might write off $60,000 – $100,000 of inventory to balance the books for a plant. On its last inventory physical, the write off for the same plant location was $0.
Bennett Bishop, Director of Operations & Finance at Ice Industries, had a data visibility problem. Operators had a difficult time clocking into a job and providing the correct production data. This led to mis-matched labor utilization, inaccurate production numbers and a lot of headaches. The only way he could get the missing data was to call the operations team, then take time to analyze the information that was relayed back. Goals were missed and scrap rates were out of control.
The challenge when managing five plant locations across the US and Mexico for Ice Industries was to oversee the financials of five slightly different production models. With a background in operations, he was pulled into areas that weren’t necessarily in his wheelhouse. He also needed a record of data that he could use to drive accountability even when he was physically 1,200 miles away.
Accountability without the Errors of Manual Counting
Ability to Analyze Historical Data
Ice Industries is a deep drawn steel stamping manufacturer that specializes in pressure vessels, automotive components, and a key industry participant in HVAC. They service nearly every major HVAC and refrigeration manufacturer.
If you have a fire extinguisher in your house or business – it may have come from Ice Industries. This mid-sized company has worked hard to foster consistent growth and market diversification since their founding in 1999.
Results After Working with Mingo Smart Factory
Enhanced Operational Efficiency
Ice Industries experienced significant improvements in operational efficiency through the implementation of Mingo Smart Factory’s solutions. This included streamlining production processes, reducing downtime, and optimizing equipment utilization to maximize productivity.
Real-time Monitoring and Insights
Mingo Smart Factory’s platform provided Ice Industries with real-time monitoring and actionable insights into their manufacturing operations. This allowed them to proactively identify and address issues on the factory floor, minimize disruptions, and improve overall performance.
Increased Competitiveness
By leveraging Mingo Smart Factory’s solutions, Ice Industries was able to enhance its competitiveness in the market. The improved operational efficiency, enhanced visibility, and data-driven decision-making enabled the company to meet customer demands more effectively, drive innovation, and maintain a competitive edge in the manufacturing industry.
"You spend your time trying to fix the problem rather than trying to figure out what the problem is. I don't know how to manage a manufacturing company effectively without this type of software."
Bennett Bishop
Ice Industries
How Ice Industries Achieved Results
Eliminating manual reporting
Ice Industries had previously depended on manual inputs to manage inventory and gauge their OEE. Employees would transcribe the counts from the machine terminal and enter those numbers into the ERP system. It took a fair amount of time for an operator to clock in to a job and perform these tasks. The old interface wasn’t intuitive for operators with fields that may or may not pertain to their task.
One of the reasons that Ice Industries decided to use Mingo Smart Factory’s system was the multiple ways it could collect data:
PLC configured machines
Installed Mingo sensors on older machines
Manually entered on a tablet by the employee or supervisor
Bennett was frustrated that he went into daily operations calls essentially blind. He wasted time after each call analyzing verbal numbers rather than going into each meeting ready to discuss action plans.
“It’s difficult to have actionable conversation in a short amount of time when you have to understand whatever’s going on in the beginning of that conversation before you can even start to analyze it to help them make a decision.” Bennett Bishop
Production Reporting & Inventory Accuracy
Ice Industries had been using Epicor for managing their financial software, but inventory inaccuracies were making those figures unreliable. Many of the other companies that Bennett reached out for production management software were too expensive and required time consuming set-up.
Once the training with Mingo Smart Factory was complete, Ice Industries was getting verifiable data from counts and production. This allowed Bennett to make financial decisions based on accurate inventory counts.
“We’ve seen a lot more accuracy in our actual production posting information.
"Six months before we had Mingo it was, 'I'm gonna make an 80,000 piece adjustment to our inventory to get this back in line with what's actually out there.'
We did a physical inventory recently for plant one in our main location where we installed Mingo first. We were accurate to the part and to the pound of steel."
Bennett Bishop
Ice Industries
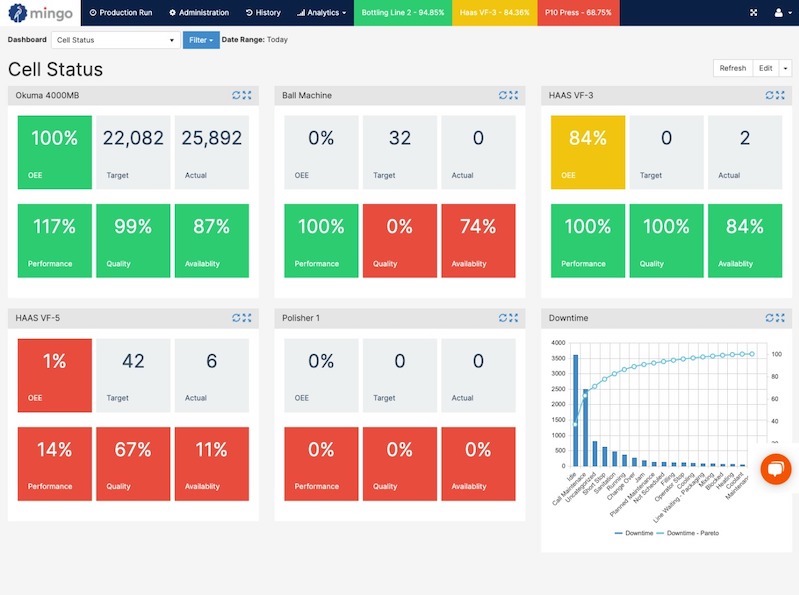
Identifying Downtime Causes
Using Pareto charts built into the manufacturing dashboards, Ice Industries was able to identify the most relevant downtime causes using the 80/20 rule.
Bennett was able to identify what was affecting the bottom line the most: set-up times and 4 downtime codes. He was able to quickly identify where to start, and more importantly, was able to quantify those numbers.
“Being able to reduce those [downtime causes] is real dollars. It’s real stuff that goes to the bottom line. And we’re now at the point where we can begin to quantify those numbers, and we can see the impact of what this is going to be.”
Pulling Reporting in Minutes
Operators and Supervisors see data in real time. “We were looking at data from 3 weeks ago and trying to solve problems. Nobody remembers why we had a problem on a change over.” Operators can now fill out comments on their screens, which was information that Bennett never had before.
When the owner of Ice Industries emailed the Director of Operations about the status of a production line 1,200 miles away, Bennett was able to go into the Mingo Smart Factory dashboard to pull the production numbers from the past two months. Some quick analysis revealed that while the OEE showed that the quality and performance was good, the 30-60% availability was dragging down the metrics.
Motivating supervisors to 'stay in the green'
Bennett could see a shift in motivation once the scoreboards went up. Plant managers usually focus on what they can see, which is the performance metrics of a facility:
when the machine is running
how fast product is being produced
40% of the staff didn’t know what the other 60% were working on. Changes couldn’t be tracked over time.
With a color coded scoreboard system on the factory floor, suddenly everyone could see what everyone else was working on.
”Not only did this work, it worked faster and better than I expected to in a short amount of time.”
Results In Less Than Two Weeks
Ice Industries started getting reliable production monitoring data from Mingo Smart Factory’s dashboard and cloud based collection system in a week and a half. After verifying the counts in Mingo matched the manual counts from the floor, Bennett was able to get his operational staff on board.
“We were able to understand when this happens you need to do this, or you need to look here, or you know what to do in specific situations, instead of just filling it out on a sheet of paper like they were before.”
Why Did Ice Industries Choose Mingo Smart Factory?
“[Mingo Smart Factory] was significantly less expensive than a lot of the stuff we tested in the market. It was cloud based. The amount of hardware that was required had multiple different options. We have 2 plant locations that are using a completely different connectivity structure because the plants are just different. We have one plant that’s all on network ethernet, on every machine which required very little physical integration and a lot more on the back end of making sure all the tags and everything are set up correctly. The other location is [not on an ethernet network since] the work is a little bit different. With minimal hardware we could install it ourselves. We could have the maintenance guys install it, match it up in the software and it works.”
The flexibility of multiple hardware and connectivity options ruled out Epicor Kinetic. Ice Industries needed something simple that didn’t involve a complicated set-up.
What has been the biggest benefit working with Mingo Smart Factory?
Having an accurate inventory provided Mr. Bishop good data to manage from a financial standpoint on specific part number costing and labor absorption.
“It’s huge because you didn’t have that level of detail. Now you actually have data to make decisions from versus, you know gut, or having to stand out there and stare at the process to see what’s going on.
Being able to quantify those OEE numbers led to real dollars. Ice Industries has seen a return on their investment within the first year.
What advice would you have for new Mingo customers or someone looking at the product?
“Keep it simple in the beginning. Collect what information you really need, and then grow from there. That’s the easiest way to get the buy in on your team. Once people really start using it, the buy in happens organically. They want even more out of it.”
Your support on the website and the chat feature is phenomenal. Reaching somebody that also understands our parts, facility, and how we work made things go a lot faster.